KS Permaglide® Gleitlager
Wartungsfreie und wartungsarme Gleitlager
Der Name KS PERMAGLIDE®, ein eingetragenes Warenzeichen der KS Gleitlager, verkörpert die Produkteigenschaft des dauerhaft verschleißarmen Gleitens. Die Verwendung von Festschmierstoffen in der Kunststoffmatrix ermöglicht den Einsatz ohne Öl- oder Fettschmierung, das sind die KS PERMAGLIDE® Gleitlager der Werkstoffgruppe P1 (wartungsfreie Werkstoffe). Nicht in allen Fällen ist es möglich, die Aufgaben einer Gleitlageranwendung mit Produkten aus wartungsfreien Materialien zu lösen. Für diese Fälle stehen die wartungsarmen P2-Werkstoffe zur Verfügung.
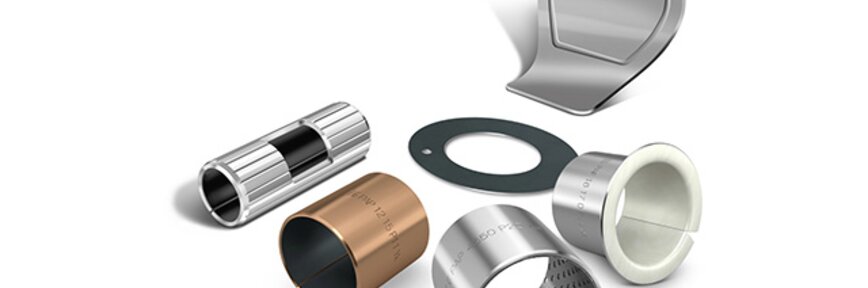
KS PERMAGLIDE® Gleitlager sind als Buchsen, Bundbuchsen, Scheiben, Streifen oder Sonderformen erhältlich.
Highlights


Produkte