jumpToMain
siteLogo
KS Permaglide®
KS Permaglide® kaymalı yatak
BAKIM GEREKTİRMEYEN
VE AZ BAKIM GEREKTİREN KAYMALI YATAKLAR
ÖNE
ÇIKANLAR
KS P200, P202, P203
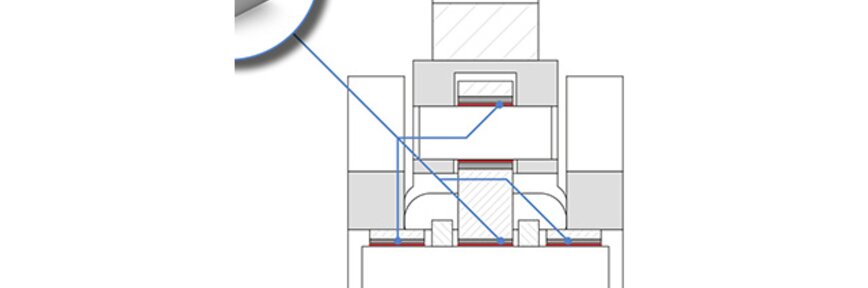
Diz manivelasi ile sikiştiricilarda pim yataklari
Amortisörlerde yataklama
ÜRÜNLER
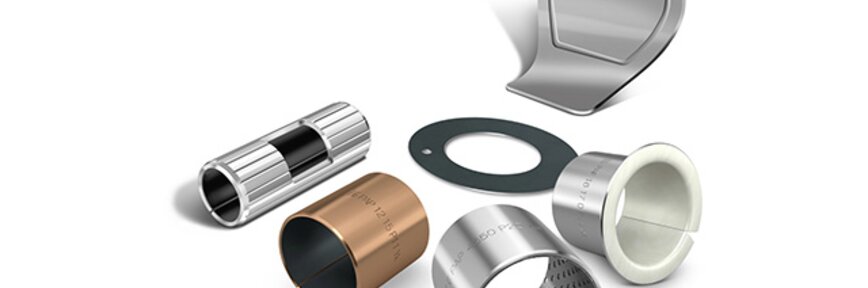
Kaymalı yatak
Müşteri spesifikasyonuna göre özel üretim
Genel yapı şekilleri
News
HIZLI
BAĞLANTILAR
İndirin: KS Permaglide kataloğu
İndirin: kataloglar ve broşürler
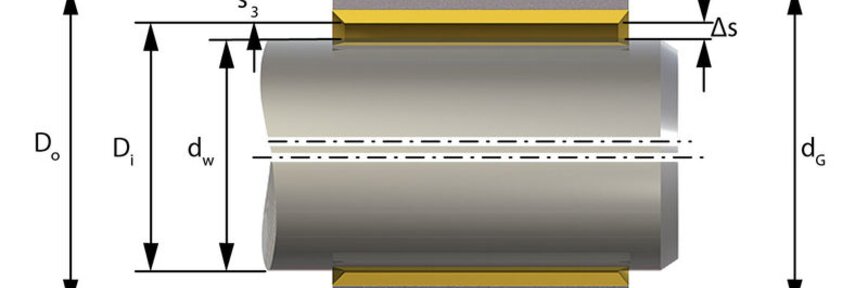
Play calculation in accordance with ISO tolerances
Uygulama örnekleri
Online mağaza